
Our evaluation was done by running a classic three-stage test on a Premier RPA. The test began with a strain sweep up to 400%. Then a cure test was performed for 12 min. After that the specimen was cooled down to 60 °C by a Delay subtest in 6 minutes. Finally, two duplicate Strain subtests were carried out on the vulcanized rubber compounds. Standard EPDM compounds were selected for this experiment.
Table 1 shows the 5 different films which are selected, F0201-S, F5058 and F0224 which are Alpha Technologies’ films, and Film 1 and Film 2, which come from other suppliers for comparison. All films were tested five times on Premier RPA-X with S2K Auto Die, feeding samples manually. The repeatability and tearing resistance of different films were then compared.
Table 1 The specifications of 5 selected barrier films
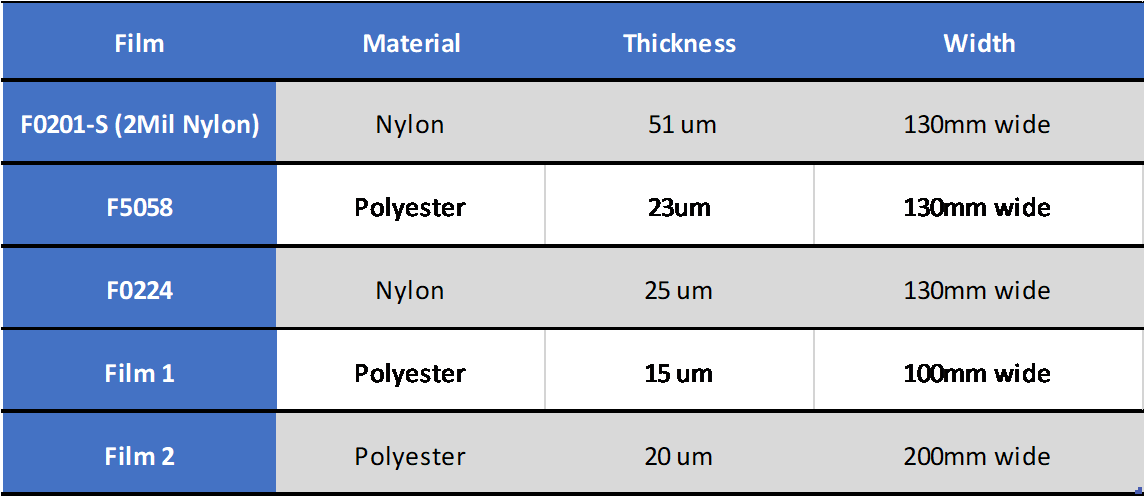
Table 2 and Table 3 show the variance coefficient comparison of before-cure and post-cure properties for the five test films as well as None – no film used. From the comparison of before-cure properties, all the films show good performance, which also shows that the equipment has excellent stability. However, the variance coefficients with the F0224 and Film 1 are better, while the properties of F5058/F0224 are relatively poor at high strains under the same condition. When the post cure properties were compared, the variance coefficients of F5058, F0224 and None are poor, and this may be related to the slippage caused by film tearing or contamination of the dies. F5058 represents the best performance
Table 2. Variance coefficient comparison of the before cure property (Storage Modulus/G’)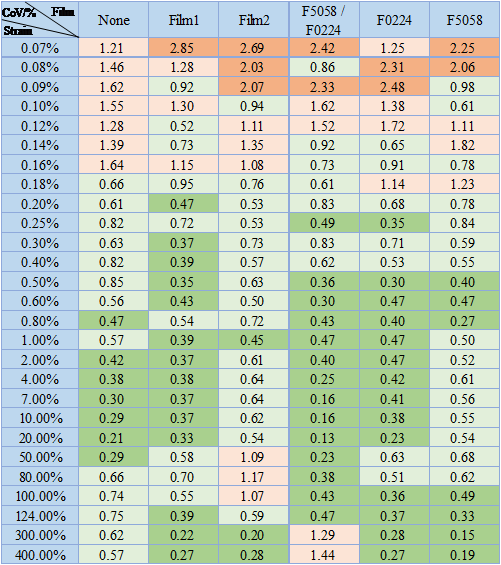
Table 3. Variance coefficient comparison of the post cure property (Storage Modulus/G’)
Table 4 represents the tearing resistance performance (lower film) of the five different barrier films at different strains. The result shows F0201-S performs best in tearing resistance, as it is specially used when testing strains are over 100%. However, partial tear still occurs at 100%, with the strains increasing up to 200%, and then complete tear happened. F5058 performs better than F0224, no tear was observed at 60% strains. The performance of other films is similar, partial tear happened at 60% and complete tear happened at 100%. Compared with the lower film, the upper film has no obvious tear even under large stain because there is no relative movement between the upper film and the upper die. Figure 1 shows different failure types of films discussed above.
Table 4 Tearing resistance performance (lower film) of different barrier film
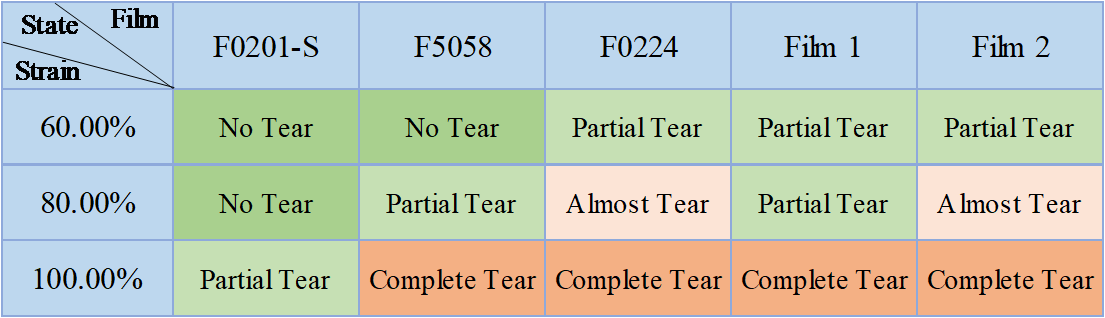
Figure 1 Failure types of barrier film

That’s why you need to select the right film for your test. As validated in our comparative experiment, utilizing our Premier RPA, our F5058 (Polyester) is more suitable for testing post-cure or in-cure property, and F0224 (Nylon) is more suitable for testing before cure property. Using unqualified films will cause more data variations or wrong results, and even cause premature wear of parts.